
どーも、げーちゃんです。今日のテーマは、「コストの指標」です。前々々々回の【初級編】第7回 ど定番の目標値QCDにて評価指標を説明しましたが、今回は、設備に特化して評価指標の説明をしたいと思います。
前回までの復習
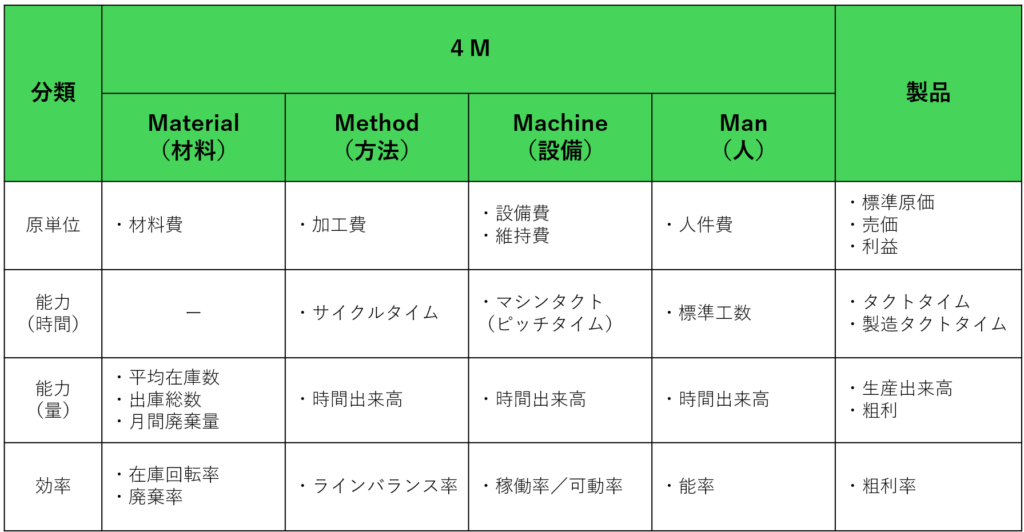
前回迄で【初級編】第10回 コストの指標(材料)にて材料、【初級編】第11回 コストの指標(方法)にて方法のコスト指標について、下表をもとに説明してきました。今回は、このMachine(設備)に対して、深堀していきたいとと思います。
Machine(設備)のコスト評価指標
まず、1つ目のコスト指標は、設備費に関してです。原単位の項目ということで、製品1つ作るために設備費がどれくらいかかるかということをコスト指標として管理します。実際には、1つの製品を作る上で設備がなくなるわけではないので、前提を使って計算します。例えば、下記のような前提を考えます。
前提条件①:10年間で原価償却する
前提条件②:月平均で1台あたり1000個の製品加工できる生産能力がある
前提条件③:設備の購入費用が12億円
この場合、1製品あたりの設備費は、下記のように見積れます。
1製品当たりの設備費
=(設備の購入費用)÷(原価償却の日数)÷12か月÷(1か月あたりの製品)
=12億円÷10年÷12か月÷1000個=10000円/個
この算出方法は、あくまで一つの例ですが、これらの前提条件が目的に応じて微妙に変わるという感じです。
例1)前提条件①に関して、対象となる製品は、3年でライフサイクルで、それ以降は設備が使わない予定(廃却)なので、減価償却ではなくライフサイクル(3年)を使う。
例2)前提条件②に関して、十分に受注がない場合、生産能力ではなく、受注数を使う。
設備費を安くする、生産能力を上げる、長い期間設備を使えるように改造するなどの工夫をもって、原単位における設備費を原価低減します。
次のコスト指標は、維持費に関してです。一昔前は、設備費だけ考慮していれば、よかったのですが、設備費は所謂イニシャルコスト(初期コスト)となるので、それ以降のランニングコスト(維持費)も考慮して、設備費全体を原価低減する流れです。TCO(Total cost of ownership)という考えで、導入コスト、設備コスト、維持コスト、廃却コスト迄すべての費用を低減するといった感じです。これらを対象に原価低減を進めていきます。近々、概念を詳細に説明していきたいと思います。
生産能力の目線
まず、設備の生産能力を図る指標として、「マシンタクト(ピッチタイム)」と「時間出来高」というものがあります。考え方としては、【初級編】第11回 コストの指標(方法)で説明した「サイクルタイム」と「時間出来高」とほぼ同じです。
定義としては、下記のようになっています。マシンタクト(ピッチタイム)は、1製品あたりを設備で加工するのに必要な時間です。ここでのポイントは、連続して設備を稼働させている前提で、不具合等で手待ち(待ち時間)等がなく、スムーズに終わった場合を考えてください。
マシンタクト = 設備での加工が始まってから終わるまでの時間
時間出来高 = 1時間あたりに設備で加工できる製品数
日々出来高 = 1日あたりに設備で加工できる製品数
月間出来高 = 1月あたりに設備で加工できる製品数
一方、マシンタクトに対しての出来高の関係は、下記です。
時間出来高 = 1時間 ÷ マシンタクト
日々出来高 = 1日の稼働時間 ÷ マシンタクト
月間出来高 = 1月の稼働時間 ÷ マシンタクト
出来高というと、工程で加工した製品数という意味もあれば、生産した数(生産出来高)の意味も文脈で分かれますのでご注意を(これも前回と同じ)。
生産効率の目線
次に可動率と稼働率の説明をしたいと思います。ずばり、設備においての効率とは、設備が動いているか、いないかという点です。下記で、可動率と稼働率の定義に関してしたいと思います。時間ベースに表現するやり方と生産量ベースに表現するやり方があります、結果から言えば、生産量ベースの考え方にすべきとなるのですが、今回はあえて何が悪いのかも含めて説明するため、両方の方法で紹介したいと思います。
まず、時間ベースで可動率、稼働率を表現します。
時間ベースの可動率 = 稼動できた時間 ÷ フル稼働の時間
時間ベースの稼働率 = 稼動した時間 ÷ フル稼働の時間
この稼働できたと稼働したの何が違うかを説明します。
例えば、フル稼働時間(定時の労働時間)が8時間の場合で、トラブルなく8時間操業できたとします。この場合、可動率と稼働率は、下記のようになります。
時間ベースの可動率 = 8h ÷ 8h = 100%
時間ベースの稼働率 = 8h ÷ 8h = 100%
次に、フル稼働時間が8時間の場合で、トラブルあり4時間操業しかできなっかとします。この場合、可動率と稼働率は、下記のようになります。
時間ベースの可動率 = 4h ÷ 8h = 50%
時間ベースの稼働率 = 4h ÷ 8h = 50%
最後に、フル稼働時間が8時間の場合で、トラブルはなかったが生産数が少なく、4時間操業しかできなっかとします。この場合、可動率と稼働率は、下記のようになります。
時間ベースの可動率 = 8h ÷ 8h = 100%
時間ベースの稼働率 = 4h ÷ 8h = 50%
つまり、可動率は設備が正常に稼動できたかという指標です。一方、稼働率は、設備が正常に稼動できたか、かつ、生産計画上の稼働も加味した指標と言えます。
まず、次に生産量ベースで可動率、稼働率を表現します。
生産量ベースの可動率 = 生産量の実績 ÷ 稼働した時間できる基準生産量
※稼働した時間できる基準生産量 = 稼働した時間 ÷ 基準マシンタクト
生産量ベースの稼働率 = 生産量の実績 ÷ フル稼働で生産できる基準生産量
※フル稼働で生産できる基準生産量 = フル稼働時間 ÷ 基準マシンタクト
ケース1.前提条件が下記表の場合(トラブルなく、フル稼働で生産できた場合)を考えます。
| フル稼働時間 | 8時間 |
| 稼働した時間 | 8時間 |
| 基準マシンタクト | 1分 |
| 生産の実績 | 480個 |
| 生産の計画 | 480個 |
| トラブル | なし |
可動率と稼働率は、下記のようになります。
生産量ベースの可動率 = 480 ÷ 480 = 100%
※稼働した時間できる基準生産量 = 8時間 ÷ 1分 = 480個
生産量ベースの稼働率 = 480 ÷ 480 = 100%
※フル稼働で生産できる基準生産量 = 8時間 ÷ 1分 = 480個
ケース2.前提条件が下記表の場合(トラブルあり、4時間しか生産できなかった場合)を考えます。
| フル稼働時間 | 8時間 |
| 稼働した時間 | 4時間 |
| 基準マシンタクト | 1分 |
| 生産の実績 | 240個 |
| 生産の計画 | 480個 |
| トラブル | あり |
可動率と稼働率は、下記のようになります。
生産量ベースの可動率 = 240 ÷ 480 = 50%
※稼働した時間できる基準生産量 = 8時間 ÷ 1分 = 480個
生産量ベースの稼働率 = 240 ÷ 480 = 50%
※フル稼働で生産できる基準生産量 = 8時間 ÷ 1分 = 480個
ケース3.前提条件が下記表の場合(トラブルないが、生産必要数が240個で4時間しか稼働しなかった場合)を考えます。
| フル稼働時間 | 8時間 |
| 稼働した時間 | 4時間 |
| 基準マシンタクト | 1分 |
| 生産の実績 | 240個 |
| 生産の実績 | 240個 |
| トラブル | なし |
可動率と稼働率は、下記のようになります。
生産量ベースの可動率 = 240 ÷ 240 = 100%
※稼働した時間できる基準生産量 = 4時間 ÷ 1分 = 240個
生産量ベースの稼働率 = 240 ÷ 480 = 50%
※フル稼働で生産できる基準生産量 = 8時間 ÷ 1分 = 480個
では最後に、なぜ時間ではなく、量で管理すべきかの議論をしたいと思います。
仮に、設備の調子が悪く、基準マシンタクトが1分から2分になった場合を考えます。下記の定義の場合、、設備がストップしていないという意味では、ダウンタイムが0となるので、可動率/稼働率ともに100%になってしまいます。
時間ベースの可動率 = 稼動できた時間 ÷ フル稼働の時間
時間ベースの稼働率 = 稼動した時間 ÷ フル稼働の時間
なので、面倒ですが、生産量で管理する方法をしないとこのようなロスを見抜くことができません。実質、生産量ベースの管理と言いつつも、稼働時間も考慮に入れた算出となっています(実際に稼働した時間+マシンタクトも考慮されているため)。少し複雑なところもありますが、大事な概念なので、しっかり押さえておきましょう。
まとめ
- 1製品あたりの設備費を前提条件設定し、算出しよう!
- 設備費+維持費の指標は、TCOを意識しよう!
(導入コスト、設備コスト、維持コスト、廃却コスト迄すべての費用) - 生産能力は、マシンタクト、時間出来高!
- 生産効率は、可動率、稼働率!
今回は初級編の第12回で「コストの指標」に関して、設備の観点でコストの評価指標について説明しました。マシンタクト、時間出来高、可動率/稼働率は、非常に重要な概念なので、しっかりと押さえておいてくださいね。今後も引き続き、生産技術関連の知識を発信していきたいと思いますので、今後ともよろしくお願いいたします。
げーちゃんでした。

コメント