
どーも、げーちゃんです。本日のテーマは「生産準備とMethod 生産ライン方式」です。
第6~22回は、企画書の中身を丁寧に説明してきました。第23回以降は、企画書を元に生産準備する4Mについて詳しく説明したいと思います。
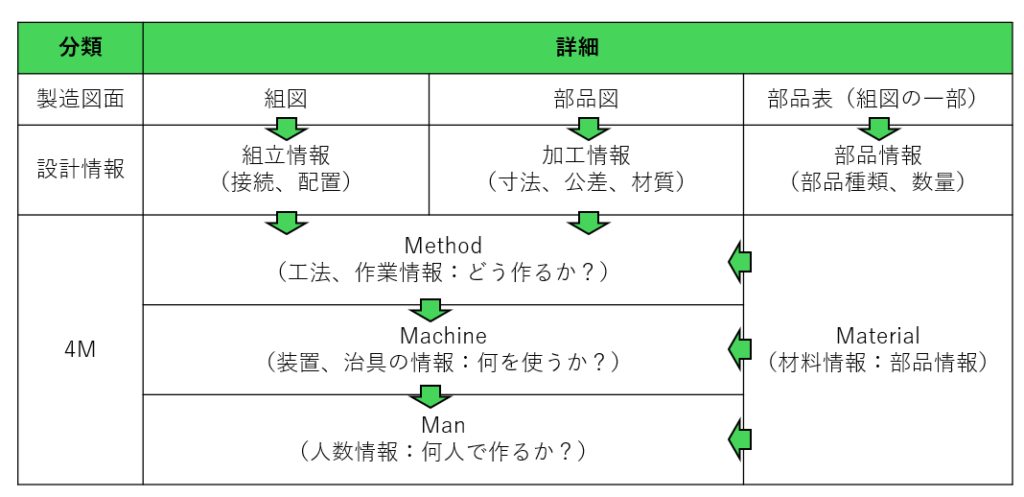
生産準備の起点(初級編 第3回)にて、製造図面と生産計画が生産準備の起点の情報であると説明しました。
特に、Method(方法)の生産ライン方式に関して詳しく説明したいと思います。
少し長くなるので、前編、後編の2部構成です。
・生産準備におけるMethodの考え方
・生産ライン方式の考え方
前回の復習
生産準備とMethodのポイント
生産ラインを構築する上で重要な5項目に関して、説明していきたいと思います。
今回は、青ハッチ部を説明します。
| No | 分類 | 内容 |
| 1 | 生産ライン方式① :作業分割 | ライン生産方式、 セル生産方式 |
| 2 | 生産ライン方式② :サイクルタイム管理 | コンベア生産方式、 工程固定生産方式 |
| 3 | 生産品番の流し方① :多品種対応 | 混流生産ライン、 専用生産ライン |
| 4 | 生産品番の流し方② :品番切替 | 大ロット生産、 小ロット生産 |
| 5 | 生産ラインの工程種類 | 受入工程、加工工程、 組立工程、検査工程、 出荷工程 |
生産ライン方式:作業分割
生産量や工程のサイクルタイムに対して作業分割を決める必要があります。
作業分割の仕方によって、ライン生産方式(2人以上で作業分担)、セル生産方式(1人で作業完結)を判断します。
生産ライン方式の考え方
生産ライン方式で最も初めに考えるのは、作業分割をするか、できるかという観点です。
1つを製品を1人で作るのは、とても大変です。
大昔は、1人で1つの製品を最初から最後まで作っていました。所謂、職人の仕事ですね。
そこから2種類の分業化によって、より複雑で高度な製品も効率的かつ高品質に作ることができるようになりました。
部品・材料としての分業化
1つ目の分業化は、部品・材料としての分業化です。
今でいうところの、サプライチェーンの考え方です。
半製品を製品化して部品・材料として、市場に流通化する考え方です。
大きく2つのプロセスがあり、これらが連鎖することでサプライチェーンはできます。
1つ目は、「原材料を半製品への加工するプロセス」
2つ目は、「半製品を更に高度な半製品、又は製品へ加工・組立するプロセス」
これらの連鎖が、サプライチェーンの一つの本質といえるのではないでしょうか。
作業工程の分業化
2つ目の分業化は、作業工程の分業化です。
部品・材料としての分業化で紹介した2つのプロセスがあります。
この2つのプロセスを個人でしてもよいのですが、工場という箱の中で作業工程を分業化するという考え方です。
この考え方によって「職人」の時代から「工場」の時代への移ります。
今回説明する生産方式は、この工場としての根幹の機能部分ですので、しっかり抑えてくださいね!
生産方式:作業分割の観点
作業工程の分業化で説明したように工場では、作業の分業が基本です。
その中でも、大きく「セル生産方式」と「ライン生産方式」があるので、説明します。
セル生産方式
セル生産方式とは、分業せずに生産する方式です。
ポイントは、人数の問題でなく分業せずに一人作業で完結するという意味です。
例えば、作業A、B、C、D、E、F、G、Hと8つの作業があるとします。
(各作業に全て1時間、稼働時間8時間/シフトかかると仮定)。
この場合、1人で作業時間が8時間かかり、1人の生産出来高は、1個/シフトとなります。
セル生産方式の場合、1つの工程に作業A~H迄に必要な4M(材料、方法、設備、人)をそろえて、1人で生産します。
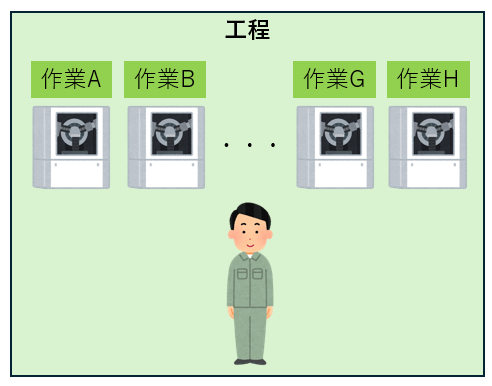
生産計画が10個なら工程を10個分そろえて生産するイメージです。
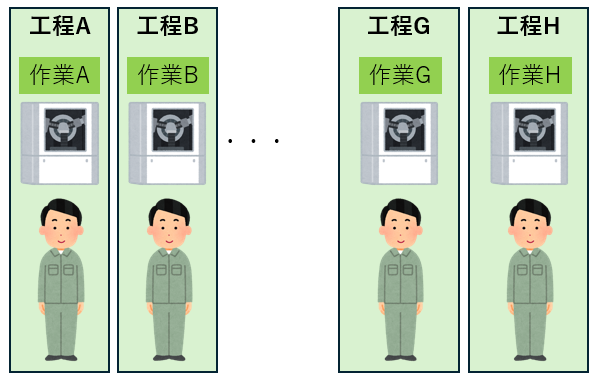
ライン生産方式
ライン生産方式とは、分業して生産する方式です。
ポイントは、人数の問題でなく分業して複数の人で作業するという意味です。
例えば、作業A、B、C、D、E、F、G、Hと8つの作業があるとします。
(各作業に全て1時間、稼働時間8時間/シフトかかると仮定)。
この場合、8人で作業時間が1時間かかり、8人の生産出来高は、8個/シフトとなります。
ライン生産方式の場合、作業A~Hと工程A~Hに必要な4M(材料、方法、設備、人)をそろえて、8人で生産します。
セル生産方式とライン生産方式の比較
セル生産方式とライン生産方式を下表にて比較しました。
一つづつ解説していきたいと思います。
| 分類 | セル生産方式 (作業分割できない) | ライン生産方式 (作業分担できる) |
| 作業習熟 | 時間多 | 時間少 |
| サイクルタイム | 長くなる | 短くなる |
| ラインバランス | ラインバランス率 100% | バランス調整必須 |
| 生産変動 | 柔軟性:高 | 柔軟性:低 |
| 設備投資 作業専用の設備 | 高くなる | 安くなる |
| 設備投資 作業共通の設備 | 安くなる | 高くなる |
| コンベアライン化 | できない | できる |
| スペース効率 | 小規模ラインで高効率 | 大規模ラインで高効率 |
| 向いていること | 小規模な生産ライン ・作業量が少ない ・生産量が少ない | 大規模な生産ライン ・作業量が多い ・生産量が多い |
第一に「作業習熟」についてです。
作業分割できないので同じ作業量ならセル生産方式の方がライン生産方式より長くなります。
(逆に言えば、作業量が少なく分割できないような場合は、作業習熟に差は出ません)
一般的にライン生産方式の方が作業習熟がいいというのは、このためです。
もう一つの理由は、コンベアラインによるサイクルタイムに起因するのでは、これは次回説明します。
第二に「サイクルタイム」についてです。
作業分割できないので同じ作業量ならセル生産方式の方がライン生産方式より長くなります。
(逆に言えば、作業量が少なく分割できないような場合は、作業習熟に差は出ません)
第三に「ラインバランス」についてです。
まず、セル生産方式は、1人しかいないので、ラインバランスロスはなく、常にラインバランス率100%です。
一方、ライン生産方式は、複数の作業者がいるため、ラインバランスロスは発生します。
そして、工程間の作業負荷差が大きければ大きい程、効率が下がります。
第四に「生産変動」についてです。
一般的に「セル生産方式は生産変動が柔軟性が高く」、「ライン生産方式は柔軟性が低い」と言われます。
一体何が原因なのでしょうか。これを理解するには、下表を見ると理解できます。
セル生産方式、ライン生産方式も共通して、まず稼働時間(稼働日)で生産量をコントロールします(減産&増産時の対策①)。
しかし、稼働時間を長くするのは一時的に許容されますが、短くするのは大きな判断が必要です。
そのため、対策②「工程数増減」によって、生産ラインの規模自体の調整を図るのですが、これが実は非常に難しいです。
セル生産方式に関しては、規模が小さいので工程数増減は比較的容易です。
一方、ライン生産方式に関しては、工程数増減はかなり難しいです。
一つ目の難しさとして、リバランスが大変です。
リバランスとは、作業分割(作業配分)をもう一度、一から見直すという意味ですが、なかなかうまくいかずにラインバランス率が悪くなりがちです。
その上、増産時は、そもそも追加できる工程自体が難しい場合あります。
少し難しい話なのですが、元のラインバランスが整っていれば整っている程、難しいです。
なので、予めライン設計時に増産・減産シミュレーションし、複数の作業分割(作業配分)を考えます。
二つ目の難しさとして、生産量の設計上限値の問題です。
ライン生産方式の場合、綿密にシミュレーションしても結局、設計上限値が設定されてしまい、生産量の柔軟性に制限が出ます(生産ラインに作業者がスペース等の要因で追加できなくなる)。
一方、セル生産方式は工程自体の規模が小さい場合、上振れの生産変動がしやすいです。
| 分類 | 減産時 | 増産時 | 優先度 |
| セル生産方式 | 対策①稼働時間削減 対策②工程数削減 | 対策①稼働時間増加 対策②工程数増加 | 対策①>対策② |
| ライン生産方式 | 対策①稼働時間削減 対策②工程数削減 (リバランス要) | 対策①稼働時間増加 対策②工程数増加 (リバランス要) | 対策①>対策② |
第五に「設備投資とコンベアライン化」についてです。
一般的に、「セル生産方式」の方が設備費が抑えられ、「ライン生産方式」の方が設備費が高額になるといいます。
これは下表から分かります。ライン生産方式を導入する場合、多くはコンベアラインを前提してライン設計するので、結果的に高額になるというわけです。
ライン生産方式は、専用設備は効率的に使えるのですが、この辺は意外と意識の外だったりします。
| 分類 | セル生産方式 (作業分割できない) | ライン生産方式 (作業分担できる) |
| 設備投資 作業専用の設備 | 高くなる | 安くなる |
| 設備投資 作業共通の設備 | 安くなる | 高くなる (ベルトコンベア含む) |
| コンベアライン化 | できない | できる (ベルトコンベアは高価) |
第六に「スペース効率」についてです。
スペース効率は、どっちがいいというのは実はなくて、生産量に見合った設備規模できたかという観点が結果に大きく影響します。
セル生産方式では、生産量に相当の小規模ラインでライン設計できた場合は、高効率ですし、ライン生産方式では、生産量に相当の大規模ラインでライン設計できた場合は、高効率です。
最後に「セル生産方式、ライン生産方式の向いていること」についてです。
基本的には、セル生産方式は小規模な生産ライン向きで、ライン生産方式は大規模な生産ライン向きです。
そもそも、生産ライン設計をかけた時に、1名以上の人員が必要な生産ラインでないと作業分割する意味がありません。
| セル生産方式 | ライン生産方式 |
| 小規模な生産ライン ・作業量が少ない ・生産量が少ない | 大規模な生産ライン ・作業量が多い ・生産量が多い |
長々と説明しましたが、かなり重要な要素が多いのでしっかりと抑えてくださいね。
まとめ
今回は初級編の第35回で生産準備の観点でMethod(方法)に関して説明しました。
生産準備のMethodの生産ライン方式(作業分割)を掴めたのではないかと思います。
後編の「サイクルタイム管理」でしっかりと完結させたいと思いますので、しっかりとついてきてください。
今後も生産技術関連の知識を発信していきたいと思いますので、引き続き、よろしくお願いいたします。
げーちゃんでした。
- 生産ライン方式の考え方
(分業化の基本:部品・材料としての分業化、作業工程の分業化) - セル生産方式とライン生産方式の特徴(作業分割の有無)
- セル生産方式とライン生産方式の比較
最新記事はこちら

コメント