
どーも、げーちゃんです。今日のテーマは、「品質の指標」です。前々回の【初級編】第7回 ど定番の目標値QCDにて評価指標を説明しましたが、今回は、品質に特化して評価指標の説明をしたいと思います。
発生と流出で評価指標を分けてみる
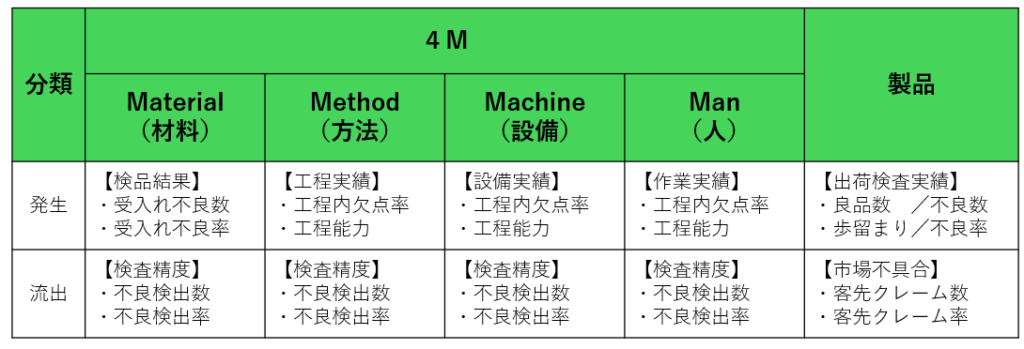
まず品質指標を発生と流出に分けて、下表に整理しました。基本的に4Mでの流出とは、次工程に不良を流してしまったことだと捉えてください。
Material(材料)に関しての品質評価指標
まず発生に対して、通常、材料を購入している場合、検査員によって検品し、不良品の有無を見極めています。
【検品結果の評価指標】
受入れ不良数 = ある期間で検品で見つかった不良のある製品数
受入れ不良率 = 受入れ不良数 ÷ 検品対象の製品数
次に流出に対してですが、上での式からは検査員が適切に不良品を検品できているか分かりません。検査員自体の検査精度を判断するため、わざと不良品を混ぜて、どれだけ検査員が不良を検出できるかを確認します。
【検査精度の評価指標】
不良検出数 = 検査精度の査定期間で検品で見つかった不良数
不良検出率 = 不良検出数 ÷ 全ての不良数 ※
※通常、全ての不良数は分かりませんが、わざと不良を投入するので把握できます
Method(方法)に関しての品質評価指標
次に、方法に関しての品質評価です。まず発生に対して説明します。
基本的に、①工程単位(作業工程)で評価するか、②要素作業ごとに評価するか(それぞれの加工単位)の二択ですが、後者の②は。細かすぎて問題が特定がされてからしか運用されません。下記では、①を前提に話をまとめます(②でまとめる場合も、青ハッチ部分が、要素作業単位に置き換わるだけです)。
【工程実績】
欠点 = 手直し可能な不具合
工程内欠点数 = 工程内で発生した欠点数
工程内欠点率 = 工程内欠点数 ÷ 工程内で加工した半製品数
不良 = 手直しできない不具合
工程内不良数 = 工程内で不良が発生した製品数
工程内不良率 = 工程内不良数 ÷ 工程で加工した半製品数
工程内欠点率は、不具合のあった個所数が分子となるので、1つの製品で欠点が2個ある等のケースがあり、数値が1を超えることも珍しくありません。
一方、工程内不良率は、分子も分母も製品数量の粒度なので、最大が100%(=1)となります。
次に工程能力に関してですが、かなり重厚感あるので、これだけでテーマに外だしして説明したいと思います。
概念だけ触れますと、工程能力とは製品が規格内(良品条件)で安定して生産できるかの指標です。
流出に対してですが、材料とほぼ同じです。単に対象が工程になるだけです。
【検査精度の評価指標】
不良検出数 = 検査精度の査定期間で工程で見つかった不良数
不良検出率 = 不良検出数 ÷ 全ての不良数 ※
※通常、全ての不良数は分かりませんが、わざと不良を投入するので把握できます
Machine(設備)&Man(人)も、考え方は同じ
Machine(設備)&Man(人)も、考え方は同じで対象が設備や人に代わるだけです。
製品に関しての品質評価指標
次に製品に関して、品質指標をまとめました。まず発生に対して、これは出荷前の最終検査で見つかった不良などに対しての指標となります。不良数も良品数も何となく理解できるのでしょうか。
歩留まりというのは良品の割合で、不良率はというのは不良の割合になります。なので、歩留まり+不良率は、常に100%です。
なので表裏一体の考えなので、どちらを使ってもいいのですが、会社によって好みがあるようです。因みに、私の勤めていた会社は、一社目は不良率派で、二社目は歩留まり派でした。品質重視なら不良率、コスト重視なら歩留まりといった指標を使いがちな気がします。
【出荷検査実績】
不良数 = 手直しできない不具合を持つ製品数
不良率 = 不良数 ÷ 対象の製品数
= 100% ー 歩留り
良品数 = 品質基準を達成した製品数
歩留まり = 良品数 ÷ 対象の製品数
= 100% ー 不良率
次に流出に対してですが、ここまくると完全に市場に不良を出してしまったといった指標です。客先にて発見した不良とその割合です。特に客先クレーム率は、PPM(Parts Per Million)という、百万分率という製品100万個で何個不良が発生するかというオーダーで語られたりします。
【市場不具合】
客先クレーム数 = 客先納品後に発見された不良数
客先クレーム率 = 客先クレーム数 ÷ 出荷した生産量
まとめ
- 発生と流出で評価指標を分けて理解しよう!
- Method、Machine、Manの評価指標は、ほぼ同じ
- 製品の評価指標は、発生は最終出荷、流出は市場が対象
今回は初級編の第9回で「品質の指標」に関して、説明しました。今回は、4M、発生&流出の観点で品質の評価指標について説明しました。今後も引き続き、生産技術関連の知識を発信していきたいと思いますので、今後ともよろしくお願いいたします。
げーちゃんでした。

コメント