
どーも、げーちゃんです。本日のテーマは「生産準備とMethod 生産ライン方式」です。
第6~22回は、企画書の中身を丁寧に説明してきました。第23回以降は、企画書を元に生産準備する4Mについて詳しく説明したいと思います。
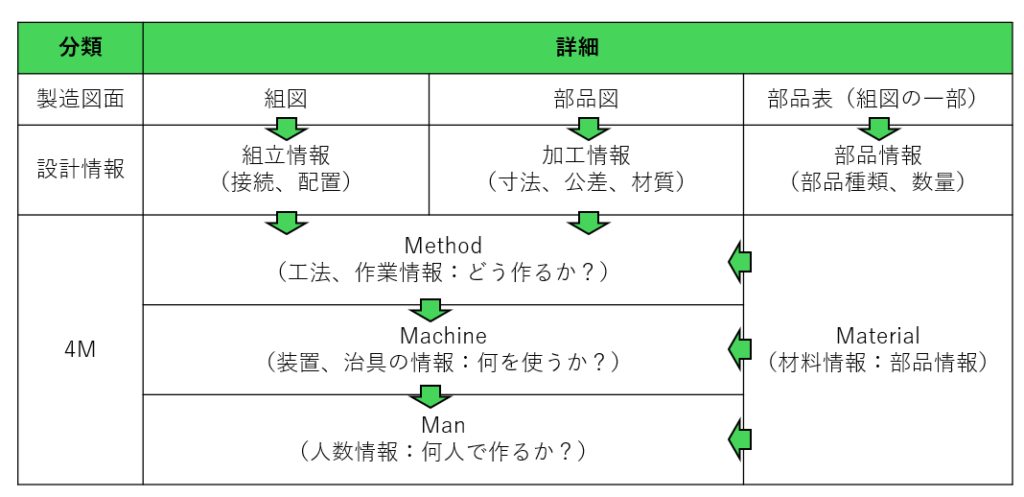
生産準備の起点(初級編 第3回)にて、製造図面と生産計画が生産準備の起点の情報であると説明しました。
特に、Method(方法)の生産ライン方式に関して詳しく説明したいと思います。
少し長くなるので、前編、後編の2部構成です。
今回は、サイクルタイム管理です。
・生産準備におけるMethodの考え方
・生産ライン方式の考え方
前回の復習
生産準備とMethodのポイント
生産ラインを構築する上で重要な5項目に関して、説明していきたいと思います。
今回は、青ハッチ部を説明します。
| No | 分類 | 内容 |
| 1 | 生産ライン方式① :作業分割 | ライン生産方式、 セル生産方式 |
| 2 | 生産ライン方式② : サイクルタイム管理 | コンベア生産方式、 工程固定生産方式 |
| 3 | 生産品番の流し方① :多品種対応 | 混流生産ライン、 専用生産ライン |
| 4 | 生産品番の流し方② :品番切替 | 大ロット生産、 小ロット生産 |
| 5 | 生産ラインの工程種類 | 受入工程、加工工程、 組立工程、検査工程、 出荷工程 |
サイクルタイムに関しては、「コストの指標 方法(初級編 第11回)」を参照
サイクルタイムは、各工程での標準、或いは、実績の作業時間という位置づけです。
ここでのポイントは、手待ち(待ち時間)等がなく、スムーズに終わった場合を考えてください。
サイクルタイム = 1作業工程で、作業が始まってから終わるまでの時間
生産ライン方式② サイクルタイム管理
ライン生産方式の場合、サイクルタイム管理の方式を決める必要があります。
まず、セル生産方式の場合、工程固定生産方式で確定です。
一方、ライン生産方式の場合、サイクルタイム管理の仕方によって、コンベア生産方式(工程可動式生産ライン)、工程固定生産方式に分かれます。
生産規模や投資額を考えて、決めていくことになります。
生産ライン方式の考え方
生産ライン方式では、サイクルタイム管理をどうするかという観点は生産性、生産計画遵守するにあたって非常に大切なことです。
コンベア生産方式(工程可動式生産ライン)、工程固定生産方式のどちらを選ぶべきかという観点で勘違いされがちなことがあります。
ずばり、生産ライン方式の機能についてです。
これは新人に限らず、結構幅広い年代で誤解が蔓延しています。
前編で説明した「作業分割=コンベア生産ライン方式だ!」とか、「大量生産はコンベア生産ライン方式だ!」的な、当たらずとも遠からずな誤解です。
生産ライン方式の機能が持つ、3つの機能を整理します。
生産ライン方式の機能
生産方式が持つ機能は、大きく3つあり、「①サイクルタイムの監視(生産出来高監視)」、「②半製品の搬送」、「③サイクルタイム設定と出来高の追従性」です。
コンベア生産ライン方式と工程固定生産ライン方式について、下表で纏めました。
以降で、これらの深堀していますね。
| 生産方式 | ①サイクルタイムの監視 (生産出来高監視) | ②半製品の搬送 | ③サイクルタイム設定と 出来高の追従性 |
| コンベア | 〇 | 〇 | 〇 |
| 工程固定 (電光掲示板+搬送機) | 〇 | △ | × |
| 工程固定 (電光掲示板あり) | 〇 | × | × |
| 工程固定 (電光掲示板なし) | × | × | × |
生産方式:サイクルタイム管理の観点
サイクルタイムの監視
まずサイクルの監視についてです。
生産出来高監視の監視という観点でもほぼ内容は同じです。
| 生産方式 | ①サイクルタイムの監視 (生産出来高監視) | ②半製品の搬送 | ③サイクルタイム設定と 出来高の追従性 |
| コンベア | 〇 | 〇 | 〇 |
| 工程固定 (電光掲示板+搬送機) | 〇 | △ | × |
| 工程固定 (電光掲示板あり) | 〇 | × | × |
| 工程固定 (電光掲示板なし) | × | × | × |
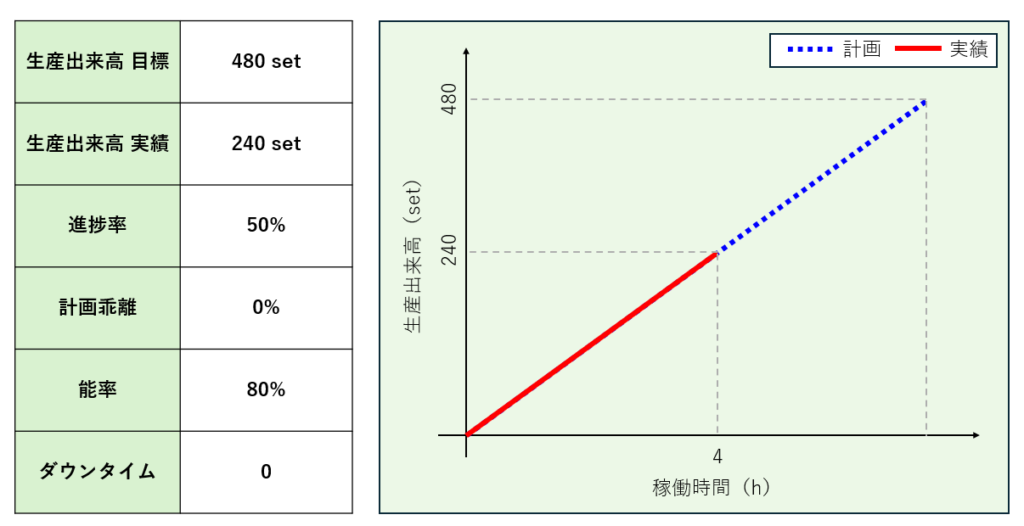
第一に、サイクルタイムの監視の仕方は、目標生産出来高に対して実績生産出来高で監視できます(コンベアも工程固も同じ)。
まず目標生産出来高を目標サイクルタイムで算出します。
例えば、目標サイクルタイムが1分なら目標生産出来高は60 set/h、480 set / 8hとなります。
また実績生産出来高(実際に製品ができた数)を生産管理用の電光掲示板で表示します。
つまり、生産出来高の管理 = 実績サイクルタイムの管理 = 進捗管理 という考え方です。
生産管理用の電光掲示板イメージは、色々ですが下記を参考にしてください。
但し、あまり規模の小さな工程固定式では、ここまで丁寧に進捗管理しない場合もありますね(例えば、タイマーだけ設置するとか、パソコンモニターで表示するとか)
第二に、実績サイクルタイムは、大きく2通りあり、下記で算出できます(計算式1、2)。
計算式1は、コンベア生産方式でも、工程固定生産方式でもどちらでもOKです。
計算式2は、コンベア生産方式向けです。
計算式1.稼働時間÷実績生産出来高
計算式2.実績サイクルタイム(sec)
= 工程間隔(m)÷コンベアスピード(m/sec) ÷ 稼働率
※稼働率 =(総稼働時間ーコンベアのダウンタイム)÷ 総稼働時間
※コンベアのダウンタイム = コンベアが止まっている時間
これらから分かると思いますが、サイクルタイムの監視(生産出来高の監視)は、コンベア生産方式の特徴ではありません。念のため、抑えて終えておいてくださいね。
半製品の搬送
次に半製品の搬送についてです。
| 生産方式 | ①サイクルタイムの監視 (生産出来高監視) | ②半製品の搬送 | ③サイクルタイム設定と 出来高の追従性 |
| コンベア | 〇 | 〇 | 〇 |
| 工程固定 (電光掲示板+搬送機) | 〇 | △ | × |
| 工程固定 (電光掲示板あり) | 〇 | × | × |
| 工程固定 (電光掲示板なし) | × | × | × |
ここは結構、誤解があるところです。
具体的にいえば、コンベアを導入する主目的を「半製品の搬送」にあると勘違いしている場合があります。
当然メリットの一つではあるのですが、コンベア生産方式を入れる主目的では去りません。
半製品の搬送方法は、下記のようにあります。実は、結構あるんすよね。
| No | 種類 | 搬送 自働化 | 半製品 取外し | 搬送 経路 | 工程の 同期性 |
| 1 | コンベアライン | 自動 | 不要 | 限定 | あり |
| 2 | AGV搬送(対象:半製品+ワーク台) | 自動 | 不要 | 自由 | なし |
| 3 | AGV搬送(対象:半製品) | 自動 | 必要 | 自由 | なし |
| 4 | からくり搬送(対象:半製品) | 自動 | 必要 | 限定 | なし |
| 5 | 人が半製品を搬送 | 手動 | 必要 | 自由 | なし |
| 6 | 人が工程を回る | 手動 | 不要 | 自由 | なし |
一つ目のポイントは、搬送の自働化です。
メリットは、搬送搬送を自働化することで、移動の無駄がなくなります。
デメリットは、初期投資や維持費ですね。
二つ目のポイントは、半製品の取り外しです。
製品とワーク台を搬送する場合、半製品をワーク台から取り外す必要がありません。
メリットは、取り外し作業の無駄がなくなることです。
デメリットは、搬送する対象の規模が大きくなることです。
製品を搬送する場合、梱包やワーク台からの取り外しが発生する場合があります。
メリットは、搬送する対象の規模が小さくなることです。
デメリットは、取り外し作業の無駄が発生です。
※半製品が小規模なら取り外しのロスはあまり出ません
三つ目のポイントは、搬送経路です。
コンベアラインは、一度搬送経路を決めると簡単には変更できません。
からくり機構の搬送機は、基本的には重力エネルギ等を利用した搬送機構です。
動力を持たないローラーコンベアとか、お茶運び人形的な機械機構です。
これらもコンベアラインと同様一度搬送経路を決めると簡単には変更できません。
四つ目のポイントとしては、工程の同期化です。
これはコンベアライン最大の特徴ですが、コンベアライン上の全工程と連動しています。
なので、1つの工程にダウンタイムが発生すると、全ての工程のダウンタイムに繋がります。
これだけ聞くとデメリットのように聞こえますが、最大のメリットは、次で説明する「サイクルタイム設定と出来高の追従性」にあります。
サイクルタイム設定と出来高の追従性
最後にサイクルタイム設定と出来高の追従性についてです。
| 生産方式 | ①サイクルタイムの監視 (生産出来高監視) | ②半製品の搬送 | ③サイクルタイム設定と 出来高の追従性 |
| コンベア | 〇 | 〇 | 〇 |
| 工程固定 (電光掲示板+搬送機) | 〇 | △ | × |
| 工程固定 (電光掲示板あり) | 〇 | × | × |
| 工程固定 (電光掲示板なし) | × | × | × |
サイクルタイムは、「サイクルタイムの監視」の際に説明したように、下式で決まります。
実績サイクルタイム = 工程間隔 ÷ コンベアスピード ÷ 稼働率 ・・・①
稼働率 =(総稼働時間 ー ダウンタイム)÷ 総稼働時間 ・・・②
つまり、稼働率一定の場合(ダウンタイムがない場合)、コンベアスピード調整することでサイクルタイムを制御できます。
以前説明したサイクルタイムと出来高の関係は、下式となります。
日々出来高 = 1日の稼働時間 ÷ サイクルタイム ・・・③
これらの式①②③から下式が導出できます。
日々出来高
= 1日の稼働時間 ÷ サイクルタイム (③より)
= 1日の稼働時間 ÷(工程間隔 ÷ コンベアスピード ÷ 稼働率) (①より)
= 1日の稼働時間 × 稼働率 × コンベアスピード (上式変形)
=(1日の稼働時間 ー ダウンタイム)× コンベアスピード÷工程間隔(②より)
結果、日々出来高は、コンベアスピードで調整できるということになります。
現実的には、コンベアスピードを速くし過ぎると、スピードについていけない工程でダウンタイムが発生します。
しかし、どの工程が最も遅い工程(ボトルネック工程)かが分かるので、優先度をつけて改善できます。
このようにコンベアスピードを上げてボトルネック工程をあぶり出す手法は、現場あるあるかもしれません。
因みに、作業者はコンベアスピードに合わせて仕事をするので、実態の作業スピードがつかめません。
ランプアップという量産初期でコンベア生産方式の「コンベアスピードで作業させる」というやり方が、生産出来高確保+生産性向上の目線で非常に魅力です。
このように根強くコンベア生産自方式が支持されるのが、ただの搬送の自働化ではなく、「生産管理としての機能(サイクルタイム管理)」ということをしっかりと抑えておいてください。
まとめ
今回は初級編の第36回で生産準備の観点でMethod(方法)に関して説明しました。
生産準備のMethodの生産ライン方式がしっかりと掴めたのではないかと思います。
生産技術の肝となる基礎知識なので、しっかりと抑えておいてくださいね。
今後も生産技術関連の知識を発信していきたいと思いますので、引き続き、よろしくお願いいたします。
げーちゃんでした。
- 生産ライン方式の考え方:コンベア生産方式と工程固定生産方式
- サイクルタイム管理の3本柱
①サイクルタイムの監視
②半製品の搬送
③サイクルタイム設定と出来高の追従性
最新記事はこちら

コメント