
どーも、げーちゃんです。本日のテーマは「生産準備とMethod」です。
第6~22回は、企画書の中身を丁寧に説明してきました。第23回以降は、企画書を元に生産準備する4Mについて詳しく説明したいと思います。
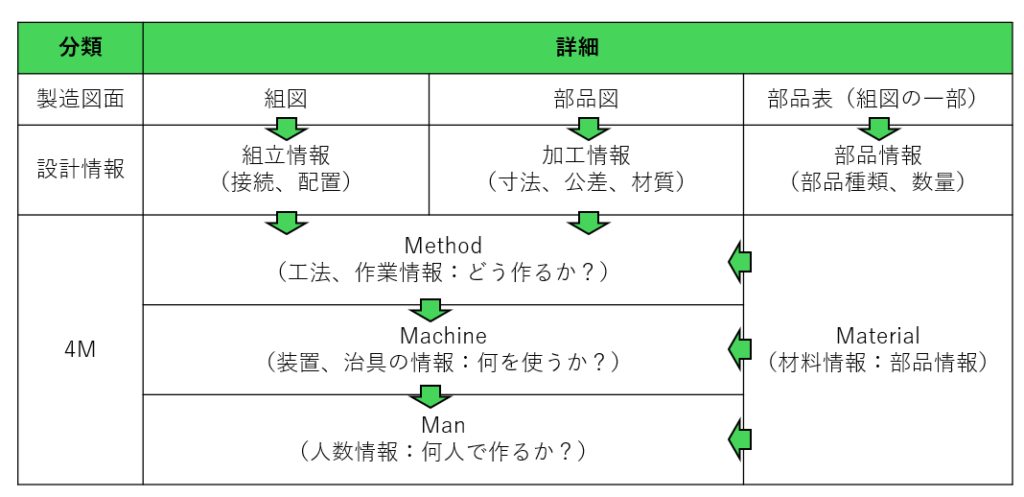
生産準備の起点(初級編 第3回)にて、製造図面と生産計画が生産準備の起点の情報であると説明しました。
特に、Method(方法)の情報に関して詳しく説明したいと思います。
・生産準備におけるMethodの考え方
生産準備とMethod
生産ラインを構築する上でいくつかのポイントがあります。
特に重要な下表の5項目に関して、説明していきたいと思います。
| No | 分類 | 内容 |
| 1 | 生産ライン方式① :作業分割 | ライン生産方式、 セル生産方式 |
| 2 | 生産ライン方式② :サイクルタイム管理 | コンベア生産方式、 工程固定生産方式 |
| 3 | 生産品番の流し方① :多品種対応 | 混流生産ライン、 専用生産ライン |
| 4 | 生産品番の流し方② :品番切替 | 大ロット生産、 小ロット生産 |
| 5 | 生産ラインの工程種類 | 受入工程、加工工程、 組立工程、検査工程、 出荷工程 |
サイクルタイムに関しては、「コストの指標 方法(初級編 第11回)」を参照
サイクルタイムは、各工程での標準、或いは、実績の作業時間という位置づけです。
ここでのポイントは、手待ち(待ち時間)等がなく、スムーズに終わった場合を考えてください。
サイクルタイム = 1作業工程で、作業が始まってから終わるまでの時間
生産ライン方式① 作業分割
生産量や工程のサイクルタイムに対して作業分割を決める必要があります。
作業分割の仕方によって、ライン生産方式(2人以上で作業分担)、セル生産方式(1人で作業完結)を判断します。
具体的な考え方は、次回以降に説明します。
生産ライン方式② サイクルタイム管理
ライン生産方式の場合、サイクルタイム管理の方式を決める必要があります。
まず、セル生産方式の場合、工程固定生産方式で確定です。
一方、ライン生産方式の場合、サイクルタイム管理の仕方によって、コンベア生産方式(工程可動式生産ライン)、工程固定生産方式に分かれます。
生産規模や投資額を考えて、決めていくことになります。
具体的な考え方は、次回以降に説明します。
生産品番の流し方① 多品種対応
通常、一つの工場では、たくさんの品種の製品を生産します。
その中で、1つの生産ラインで複数製品を作るか、1つの生産ラインで一つの製品を作るかを判断する必要があります。
混流生産ラインとは、複数製品(或いは複数の製品群)を生産するラインです。
専用生産ラインとは、一つの製品(或いは一つの製品群)を生産するラインです。
具体的な考え方は、次回以降に説明します。
生産品番の流し方② 品番切替
混流生産ラインの場合、生産する製品を切り替えるロット数を判断する必要があります。
大ロット生産、小ロット生産か考え方が異なります。
明確に何ロットより多くければ、大ロット、小ロットという基準はありませんが、概念として把握してください。
具体的な考え方は、次回以降に説明します。
生産ラインの工程種類
生産ラインには、大きくは5種類の工程があります。
受入工程、加工工程、組立工程、検査工程、出荷工程の5工程です。
具体的な考え方は、次回以降に説明します。
まとめ
今回は初級編の第34回で生産準備の観点でMethod(方法)に関して説明しました。
生産準備のMethodの全体像を掴めたのではないかと思います。
今後も生産技術関連の知識を発信していきたいと思いますので、引き続き、よろしくお願いいたします。
げーちゃんでした。
生産準備のMethodの考え方は、下記3点がポイント
- 生産ライン方式(作業分割、サイクルタイム管理)
- 生産品番の流し方(多品種対応、品番切替)
- 生産ラインの工程種類:受入、加工、組立、検査、出荷工程
最新記事はこちら

コメント