
どーも、げーちゃんです。今日のテーマは、「コストの指標」です。前々々回の【初級編】第7回 ど定番の目標値QCDにて評価指標を説明しましたが、今回は、方法に特化して評価指標の説明をしたいと思います。
前回の復習
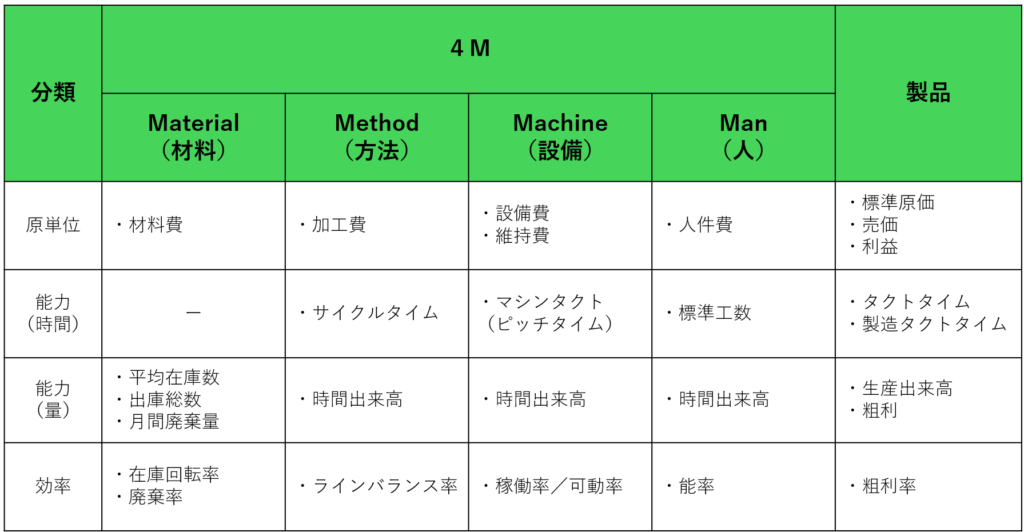
【初級編】第10回 コストの指標(材料)にて、コスト指標を原単位、能力、効率に分けて、下表に整理しました。今回は、このMethod(方法)に対して、深堀していきたいとと思います。
Method(方法)のコスト評価指標
まず、1つ目のコスト指標は、加工費に関してです。原単位の項目ということで、製品1つ作るために加工費がどれくらいかかるかということをコスト指標として管理します。加工費の標準原価と言えます。加工費は人件費や設備費・維持費等の集大成となりますが、これらを削減をするために、設備や人の生産性を上げたり、安価な設備への置き換えやLCC(ローコストカントリー)での生産等をすることで、達成しようとします。
生産能力の目線
まず、工程の生産能力を図る指標として、「サイクルタイム」と「時間出来高」というものがあります。
定義としては、下記のようになっています。サイクルタイムは、各工程での標準、或いは、実績の作業時間という位置づけです。ここでのポイントは、手待ち(待ち時間)等がなく、スムーズに終わった場合を考えてください。
サイクルタイム = 1作業工程で、作業が始まってから終わるまでの時間
時間出来高 = 1時間あたりに作業工程で加工できる製品数
日々出来高 = 1日あたりに作業工程で加工できる製品数
月間出来高 = 1月あたりに作業工程で加工できる製品数
一方、サイクルタイムに対しての出来高の関係は、下記です。
時間出来高 = 1時間 ÷ サイクルタイム
日々出来高 = 1日の稼働時間 ÷ サイクルタイム
月間出来高 = 1月の稼働時間 ÷ サイクルタイム
出来高というと、工程で加工した製品数という意味もあれば、生産した数(生産出来高)の意味も文脈で分かれますのでご注意を。
生産効率の目線
次に生産効率の目線です。各工程のサイクルタイムが確定した場合、生産ラインの業務負担のバランスを見るためにラインバランスという考え方を取り入れます。
例えば、下グラフのように、工程A~Eの5工程で生産ラインを作る場合を考えます。生産ラインの方式は、コンベア方式です。コンベア方式とは、製品、或いは、工程が設定したコンベアスピードで動くというものです。※下グラフの単位は、全て秒とする。
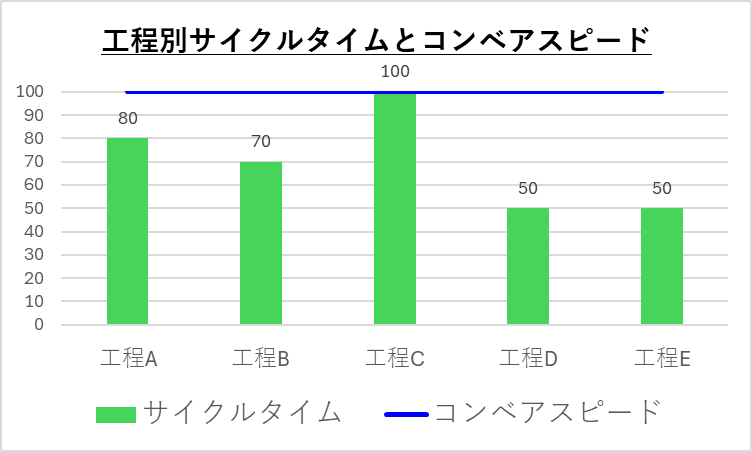
生産ラインのスピードは、最も遅い工程できまりますから、この場合、工程Cに合わせて、コンベアースピードは100秒/工程となります。
ラインバランス率の求め方は、下記のようになります。
ラインバランス率
=(全工程のサイクルタイムの和)÷{(最も遅い工程のサイクルタイム)×(工程数)}
今回の場合は、下記のような計算式となり、70%となります。
ラインバランス率
=(80+70+100+50+50)÷{100×5}=70%
このように工程によってサイクルタイムに大きく差がある場合、ラインバランス率が下がります。逆に、全ての工程でサイクルタイムが同じ場合、ラインバランス率は、100%となります。
ラインバランス率
=(100+100+100+100+100)÷{100×5}=100%
ラインバランス率低いと、結果としてサイクルタイムが短い工程で手待ちが発生します。例えば、工程A(20秒待ち)、B(30秒待ち)、D(50秒待ち)、E(50秒待ち)となります。このケースですと、工程Dと工程Eを工程統合(1つの工程に纏める)ことで下グラフのようになります。
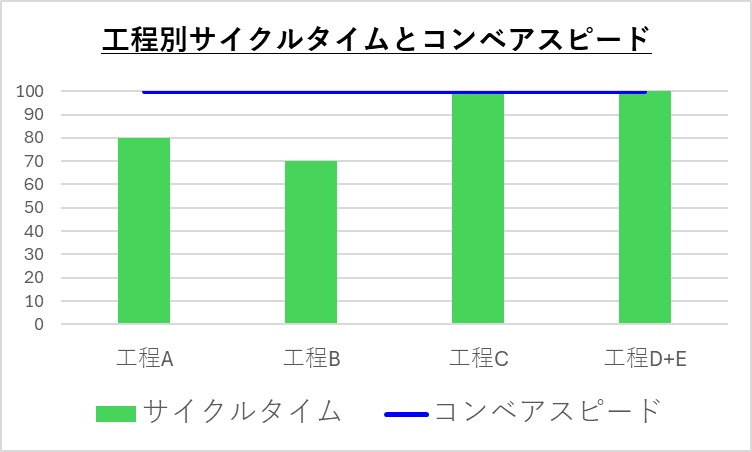
ラインバランス率
=(80+70+100+100)÷{100×4}=87.5%
結果、ラインバランス率が、70%から87.5%へと改善できました。これは極端な例ですが、このような改善を生産技術では実際の業務で進めます。
まとめ
- 工法は、生産能力、生産効率で、整理しよう!
- サイクルタイムは、1作業工程で作業が始まってから終わるまでの時間
- 時間出来高は、1時間あたりに作業工程で加工できる製品数
- ラインバランス率は、(全工程のサイクルタイムの和)÷{(最も遅い工程のサイクルタイム)×(工程数)}
今回は初級編の第11回で「コストの指標」に関して、方法の観点でコストの評価指標について説明しました。サイクルタイム、出来高、ラインバランス率は、非常に重要な概念なので、しっかりと押さえておいてくださいね。今後も引き続き、生産技術関連の知識を発信していきたいと思いますので、今後ともよろしくお願いいたします。
げーちゃんでした。

コメント