
どーも、げーちゃんです。今日のテーマは、「コストの指標」です。前々々々々回の【初級編】第7回 ど定番の目標値QCDにて評価指標を説明しましたが、今回は、人に特化して評価指標の説明をしたいと思います。
前回までの復習
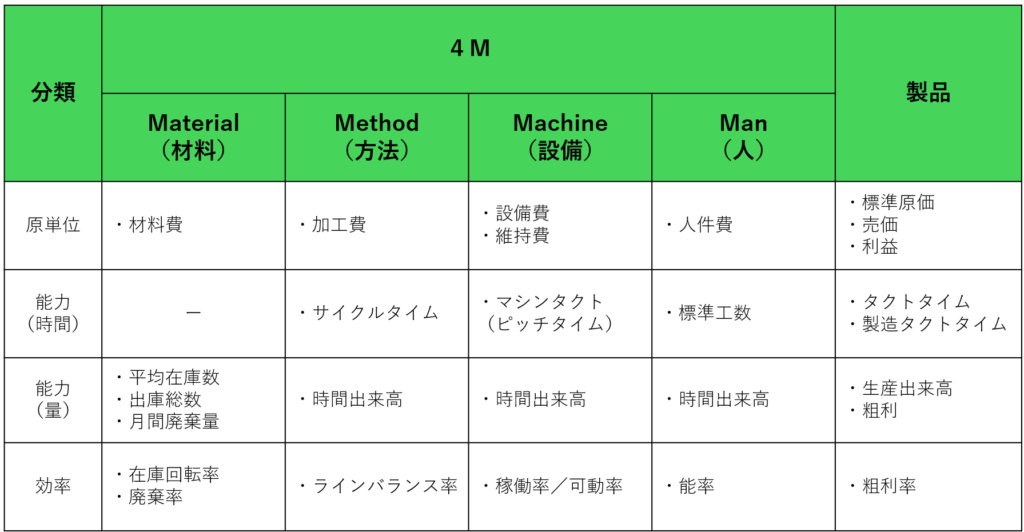
前回迄で【初級編】第10回 コストの指標(材料)にて材料、【初級編】第11回 コストの指標(方法)にて方法、【初級編】第12回 コストの指標(設備)にて設備のコスト指標について、下表をもとに説明してきました。今回は、このMan(人)に対して、深堀していきたいとと思います。
Man(人)のコスト評価指標
まず、1つ目のコスト指標は、人件費に関してです。原単位の項目ということで、製品1つ作るために人件費がどれくらいかかるかということをコスト指標として管理します。人件費といいますが、もう少し正確な表現仕方をすると、労務費です。労務費は、直接労務費と間接労務費に分かれます。
直接労務費とは、直接的に製品の生産やサービスの提供にかかわる人件費のこと
(生産量に対して変動成分になるランニングコスト的な存在)
間接労務費とは、直接的に製品の生産やサービスの提供にかかわらない人件費のこと
(生産量に対して固定成分になるイニシャルコスト的な存在)
もう少し実態に合わせて、詳しく深堀すると下表のようになります。従量的な特性は(生産量に応じて人員が必要)、上に行けば高く、下に行けば低いです。勿論、最も従量的な性質の低いバックオフィスと言っても、生産量の規模に対して全く固定というわけでもありません。
| No | 分類 | 部門 | 従量特性 |
| 1 | 直接労務費 (工場作業者系) | ・工場ラインの作業者 ・工場ラインの検査員 ・物流の作業者等 | 最も高 |
| 2 | 直接労務費 (工場スタッフ系) | ・生産ラインの作業補助/リーダー ・工場ラインの管理者 ・メンテナンスのスタッフ/管理者 ・製造技術のエンジニア/管理者 ・品質管理のエンジニア/管理者等 | 高 |
| 3 | 間接労務費 (事業部スタッフ系) | ・製品設計部門 ・生産技術のエンジニア/管理者 ・品質保証のエンジニア/管理者 ・生産管理のスタッフ/管理者 ・IT部門のスタッフ/管理者 (事業特化) | 並 |
| 4 | 間接労務費 (本社系スタッフ系) | ・生産技術のエンジニア(共通技術) ・研究開発のエンジニア(共通技術) ・IT部門のエンジニア(インフラ)等 | 低 |
| 5 | 間接労務費 (バックオフィス系) | ・経理・財務のスタッフ/管理者 ・知的財産スタッフ/管理者 ・原価管理・企画のスタッフ/管理者 ・事業企画・経営企画のスタッフ/管理者 | 最も低 |
この4Mの対象となる基本的にNo1の直接労務費(工場作業者系)となります。No2の直接労務費(工場スタッフ系)でも、作業のサポートをするような役割を持つ「生産ラインの作業補助/リーダー」は、この4Mに対象になる場合もあります。
最後に、原単位(1製品あたり)の人件費は
原単位(1製品あたり)の人件費
= 1製品の総標準工数 × 地域別の時給単価 ÷ 生産ラインの能率前提
で表現できます。分かり易いことろから説明しますと、地域別の時給単価は工場別に設定する時給換算した人件費です(作業者の月給+福利費を作業者の実稼働時間で割る等)。
次に、標準工数というのは一定の決められた基準の中で決められる作業工数のことです。これらの要素作業(標準工数)を積み上げて、1製品作るための作業の標準工数をすべて足したものが1製品の総標準工数です。
最後に、能率についてですが、これは一番シンプルに書くと下記のようになります。
能率 = 標準工数 ÷ 実工数(実際にかかった作業工数)
もう少し、生産ラインを意識すると複雑になるのですが、概念としては上記式で問題ありません。つまり、いくつか例を挙げると
標準工数と 同じスピードで作業できた場合、能率100%
標準工数の2倍のスピードで作業できた場合、能率200%
標準工数の半分のスピードで作業できた場合、能率 50%
となります。
生産能力の目線
まず、人の生産能力を図る指標として、「標準工数」と「時間出来高」というものがあります。定義を整理すると、下記となります。
標準工数 = 一定の決められた基準の中で決められる作業工数
実工数 = 実際にかかった作業工数
総標準工数 = 1製品作るための全ての作業の標準工数の和
時間出来高 = 1時間あたりに生産できる製品数
日々出来高 = 1日あたりに生産できる製品数
月間出来高 = 1月あたりに生産できる製品数
ケース1.無駄なく、標準工数と同じスピードで作業できた場合(作業者1人の前提)の時間出来高と総標準工数の関係は下記となります。
標準時間出来高 = 1h ÷ 総標準工数
標準日々出来高 = 1日の稼働時間 ÷ 総標準工数
標準月間出来高 = 1月の稼働時間 ÷ 総標準工数
ケース2.実際の作業スピードで作業できた場合(作業者1人の前提)の時間出来高と実工数の関係は下記となります。
実力時間出来高 = 1h ÷ 平均の実工数
実力日々出来高 = 1日の稼働時間 ÷ 平均の実工数
実力月間出来高 = 1月の稼働時間 ÷ 平均の実工数
ケース3.無駄なく、標準工数と同じスピードで作業できた場合(作業者複数の前提)の時間出来高と総標準工数の関係は下記となります。当たり前と言えば当り前ですが、人数をかければよいのです。
標準時間出来高 = 1h ÷ 総標準工数 × 作業者の人数
標準日々出来高 = 1日の稼働時間 ÷ 総標準工数 × 作業者の人数
標準月間出来高 = 1月の稼働時間 ÷ 総標準工数 × 作業者の人数
ケース4.実際の作業スピードで作業できた場合(作業者複数の前提)の時間出来高と総標準工数の関係は下記となります。
実力時間出来高 = 1h ÷ 平均の実工数 × 作業者の人数
実力日々出来高 = 1日の稼働時間 ÷ 平均の実工数 × 作業者の人数
実力月間出来高 = 1月の稼働時間 ÷ 平均の実工数 × 作業者の人数
生産効率の目線
次に生産効率の目線です。各工程の標準工数が確定し実工数を観測した場合、生産ラインの業務負担のバランスを見るために能率という考え方を取り入れます。基本的な概念は、冒頭紹介した下記で問題ないのですが、生産ライン能率は少し算出の仕方がことなります。
能率 = 標準工数 ÷ 実工数
例えば、下グラフのように、作業者A~Eの5人で生産ラインを作る場合を考えます。生産ラインの方式は、コンベア方式です。コンベア方式とは、製品、或いは、工程が設定したコンベアスピードで動くというものです。※下グラフの単位は、全て秒とする。
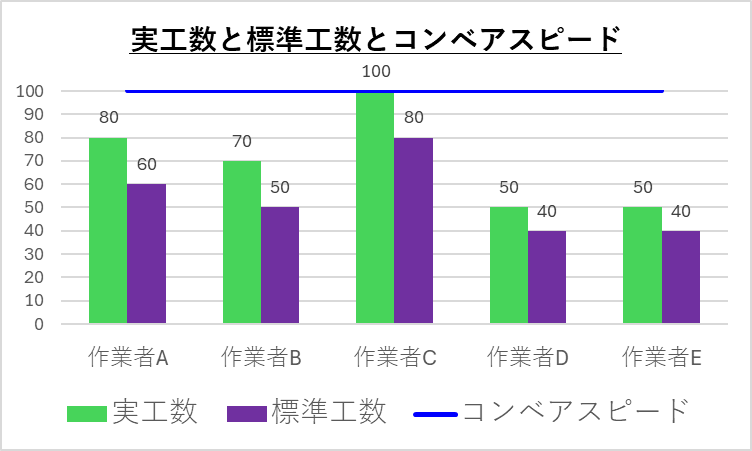
生産ラインのスピードは、最も遅い工程できまりますから、この場合、作業者Cに合わせて、コンベアースピードは100秒/工程となります(作業者C以外は作業が終わったら待ってます)。
能率の求め方は、下記のようになります。
能率=(全作業者の標準工数の和)÷{(最も遅い作業者の実工数)×(人数)}
=(総標準工数)÷{(コンベアスピード)×(人数)}
今回の場合は、下記のような計算式となり、54%となります
能率=(60+50+80+40+40)÷{100×5}=54%
因みに、実工数=サイクルタイムとすると、ラインバランス率は(導出はここ)、70%となります。
ラインバランス率
=(80+70+100+50+50)÷{100×5}=70%
このように作業者によって実工数に大きく差がある場合、能率が下がります。
逆に、全ての実工数が標準工数と同じ場合、ラインバランス率=能率となります。今回の場合は、67.5%となります。
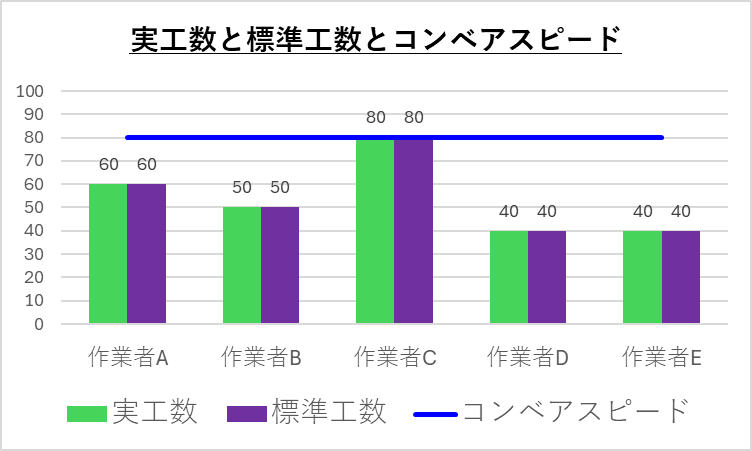
能率
=(60+50+80+40+40)÷{80×5}=67.5%
ラインバランス率
=(60+50+80+40+40)÷{80×5}=67.5%
ここからも分かるように、作業者による生産ラインの場合、仮にどれだけ改善して実工数を標準工数に近づけることができても、標準工数ベースでラインバランスを高めないと、生産性を高めることはできません。
まとめ
- 労務費は、直接労務費と間接労務費に分かれる
- 4Mの対象の人件費は、基本、直接労務費(工場作業者系)
- 人件費は、1製品の総標準工数×地域別の時給単価÷生産ラインの能率前提
- 標準工数は、一定の決められた基準の中で決められる作業工数
- 総標準工数は、1製品作るための全ての作業の標準工数の和
- 1人の能率は、標準工数 ÷ 実工数
- コンベアの能率は、(総標準工数)÷{コンベアスピード×人数}
今回は初級編の第13回で「コストの指標」に関して、人の観点でコストの評価指標について説明しました。標準工数、能率は、非常に重要な概念なので、しっかりと押さえておいてくださいね。今後も引き続き、生産技術関連の知識を発信していきたいと思いますので、今後ともよろしくお願いいたします。
げーちゃんでした。

コメント